本シリーズでは、群馬県桐生市にあるジャカード織物を制作している機屋・須裁株式会社が、ジャカード織生地が出来るまでの工程をご紹介しています。バックナンバー(vol.1~6)の記事も末尾にリンク掲載していますので、是非ご覧ください。
皆さん、こんにちは。スローペースですが、「ジャカード織生地が出来るまで」のこのシリーズ、ようやく当社の工場で行われている、織物を織る段階に入ってきました!
今回は、前回ご説明した「工程⑥:整経(せいけい)」のあとに行われる「工程⑦:製織(せいしょく)」、つまり、実際に経糸と緯糸で織物を織っていく工程についてご紹介していきます。
【製作の全工程(先染めの場合)】
工程① 全体構想
工程② 織物の設計図(組織データ)づくり
工程③ 紋紙(もんがみ)の作成
※デジタル織機を使う場合は無し
工程④ 原料(糸)の仕入れ
工程⑤ 染色(せんしょく)
※「後染め」の場合は「製織」後に実施
工程⑥ 整経(せいけい):経糸(たていと)の準備
工程⑦ 製織(せいしょく):織り
工程⑧ 整理(せいり):生地の風合いの仕上げ
工程⑨ 加工
※生地によっては無し
工程⑩ 梱包・出荷
「【ジャカード織生地が出来るまで】vol.2 工程①:全体構想 ~機織りの指揮者~」で、当社のような機屋をオーケストラの指揮者に例えましたが、製織はオーケストラで言うならまさに、コンサート全体の音色をまとめ上げるフィナーレです。機織りも、このフィナーレで如何にこれまでの構想や原料の準備が美しく絡み合うか、その結果が目に見えて出てくる、ドキドキ、ワクワクの最終段階になります。
ジャカード織物を織る機械を「ジャカード織機(しょっき)」と言いますが、実際にはジャカード機、架物(かぶつ)、織機、の3つが組み合わさってはじめてジャカード織機として機能します。
ジャカード機は、「【ジャカード織生地が出来るまで】vol.3 工程②:織物の設計図づくり、工程③:紋紙の作成 ~機屋の原風景をつくる音~」でご紹介した、紋紙というジャカード織機で図柄を織るために用いられる型紙から、織り柄のデータを読み取り、経糸上下の指示を出すジャカード織機の「脳」にあたる部分です。
架物は、ジャカード機から出ている経糸を引きそろえ、実際に引き上げる動作を担当する部分です。
そして織機は、緯糸(よこいと)を走らせて織物を織り出していく部分になります。
架物は、その設定によって経糸本数(経糸の密度)の規格が決まっているため、当社では規格の異なる架物を複数設置しており、作りたい織物によってどの架物が今回の織物に適するのかを検討し、ジャカード織機を使い分けています。
架物の設定を変えるには費用も時間もかかるので、めったに変更はありません。このため、どの期間にどの織機を利用してどの生地を織るのかのスケジュール管理は、機屋にとってとても重要な仕事となります。

また、【ジャカード織生地が出来るまで】vol.6 工程⑥:整経(せいけい) ~織物の屋台骨~でご紹介したように、新たに生地を織る際は、架物に架けた経糸を繋ぎなおすことがあります。経糸を繋ぎなおす際は、架かっている経糸と新しく架ける経糸の素材や太さの違いで、切れたり繋ぎ目が取れたり、絡まったりするリスクが常に伴います。
このため、ジャカード織機を多く抱えている大量生産を請け負うような工場では、架物の設定は変えなかったり、1台の架物には1種類の経糸だけを取り扱うなど、極力リスクを取らないで済むように運用し、織機の数で対応しています。
一方、一般的な小さい工場ではジャカード織機の台数も少ないので、出来るだけ架物の設定や経糸も変えずに、織れるものの種類を限定したりするなど、一部の織物に特化せざるを得なくなることが多いです。
当社もまた小さな機屋ですが、デザイナーの求めに応えたい、多様なノウハウを蓄積したい、という強い思いもあり、1台のジャカード織機で色々な織物をこなしています。このため、異なる素材の経糸を繋ぎなおすことも多く、上記のようなリスクも常に隣り合わせです。
この努力のおかげもあって、当社の今の設備であれば、太い麻や太いウールなどの極めて特殊な糸でなければ、ジャカード織物であれば基本的にはすべて織れるようになりました。一番特殊なものとしては、近年挑戦した金属の糸でも織り物を織っています。そしてこの幅広い対応力が、当社のオリジナリティにもなっています。
ジャカード織はこのように複雑な準備がありますが、同じ織物でもドビー織の場合は架物を使用しないため、毎回違う経糸のパターンで生地を織ることが可能です。このため、生地を織り替えるときは機械には糸は残らず、新しい生地を織るときは新たな経糸を架けるかたちになります。
ジャカード織はこのように複雑な準備がありますが、同じ織物でもドビー織の場合は架物を使用しないため、毎回違う経糸のパターンで生地を織ることが可能です。このため、生地を織り替えるときは機械には糸は残らず、新しい生地を織るときは新たな経糸を架けるかたちになります。


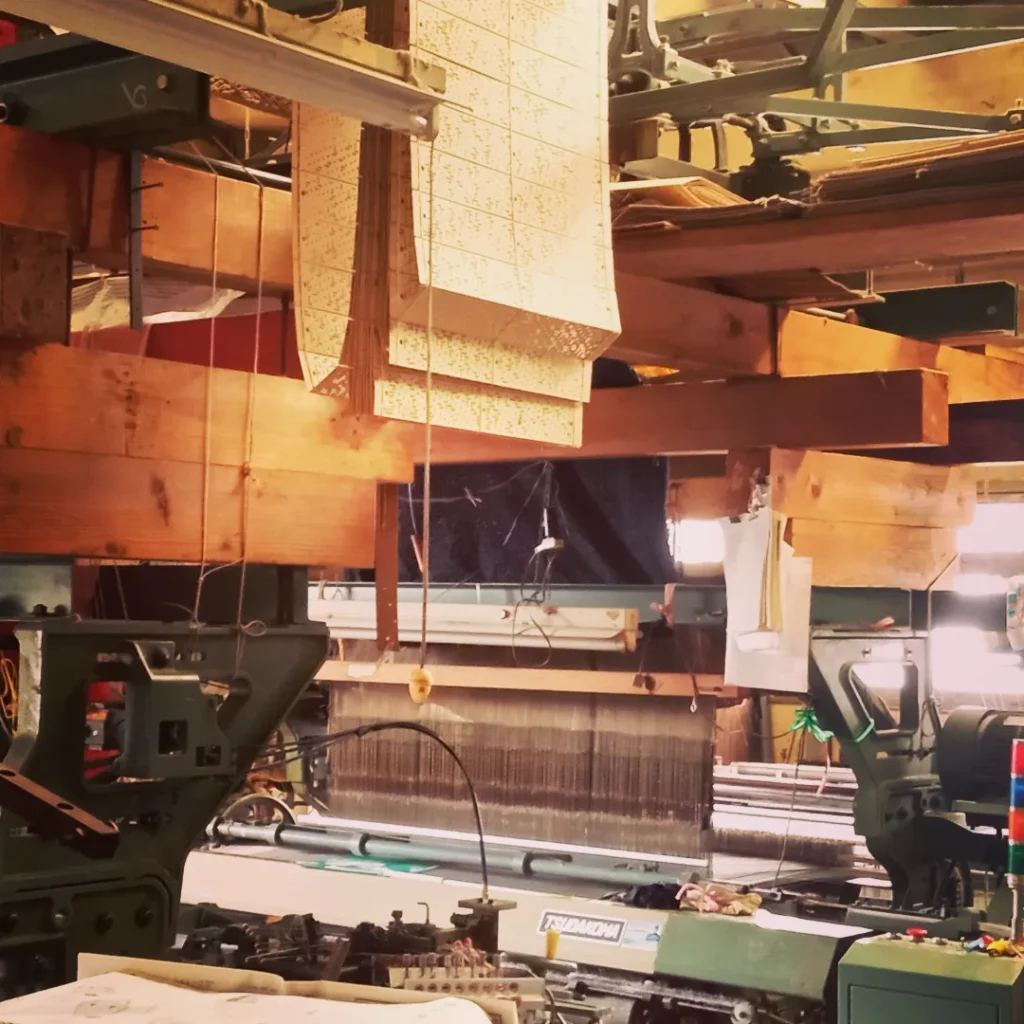
【写真:当社の織機たち。長いこと働いてくれているものもあれば、新入りもいます。】
当社の本社工場には合計8台のジャカード織機がありますが、外部の工場にも本社工場と同じ設備で同じパターンの架物がセットされているものがあるので、合計10数台のジャカード織機を活用して様々なジャカード織を製作しています。
当社の本社工場には、Aパターンの架物のものが4台、Bパターンのものが2台、CパターンとDパターンがそれぞれ1台ずつあります。AパターンとBパターンのものは、それぞれ比較的多く織る生地に対応出来る架物となります。
架物は365日動かしていると、織物を織る際の糸の動きにより摩耗して約10年で使えなくなってしまうため、交換が必要となります。交換には150~200万円ほどの費用がかかります。なかなかの出費ですね。
なお、織物を織る「脳」となるジャカード機に伝達する織データは、架物の規格に併せて作成されます。そして、どの架物のパターンを使うかが決まらないと織データも作れません。このため、当社ではクライアントとなるデザイナーのヒアリングの際に、デザイナーが作りたい生地のイメージを聞き取りながら、経糸と緯糸のイメージをしていきます。このとき必然的に、どの架物のパターンを使うかもイメージします。
新しい生地を織るための経糸の準備ができたら、織り場の職人が、緯糸の打込みの調整をして、やっと織り始めることができます。
打込みとは、緯糸の密度(詰まり具合)をセットすること。鯨寸間(くじらすんかん)と呼ばれる約4cm平方の中に、緯糸を何本入れるかを調整します(ちなみに海外の場合は、これをインチ間と呼ばれるインチ平方で考えます)。経糸の本数についてはすでにどの架物のパターンを選んだかで、基本的にはもう決まっていますが、経糸・緯糸をどう組み合わせるかという組織についてはここで改めて調整をしていきます。
組織については【ジャカード織生地が出来るまで】vol.3 工程②:織物の設計図づくり、工程③:紋紙の作成 ~機屋の原風景をつくる音~をご覧ください。
※鯨寸間=3.788…cm≒約4cm
この織物に鯨寸間何本がいいのか、という感覚は経験上蓄積されています。それでも初めてのことは沢山あり、実際に織ってみて確認しながら調整をするので、組織データまで戻って作業をすることもあります。
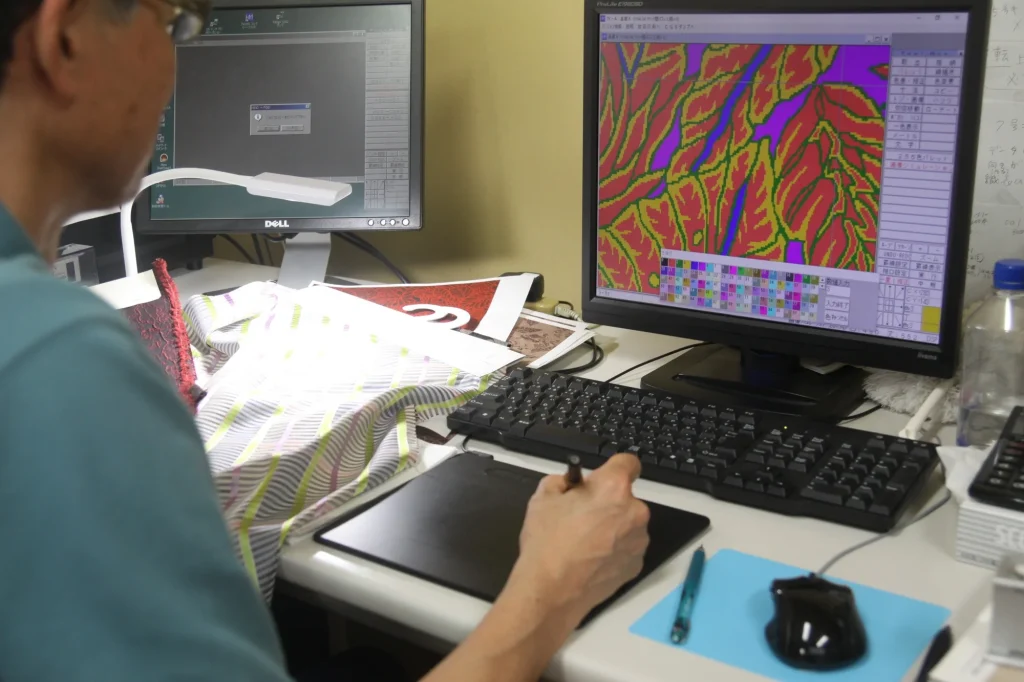
【写真:織データはこのように作られます。まるで液晶画面のビットのように、織り目1つ1つの指示を描き込んでいきます。】
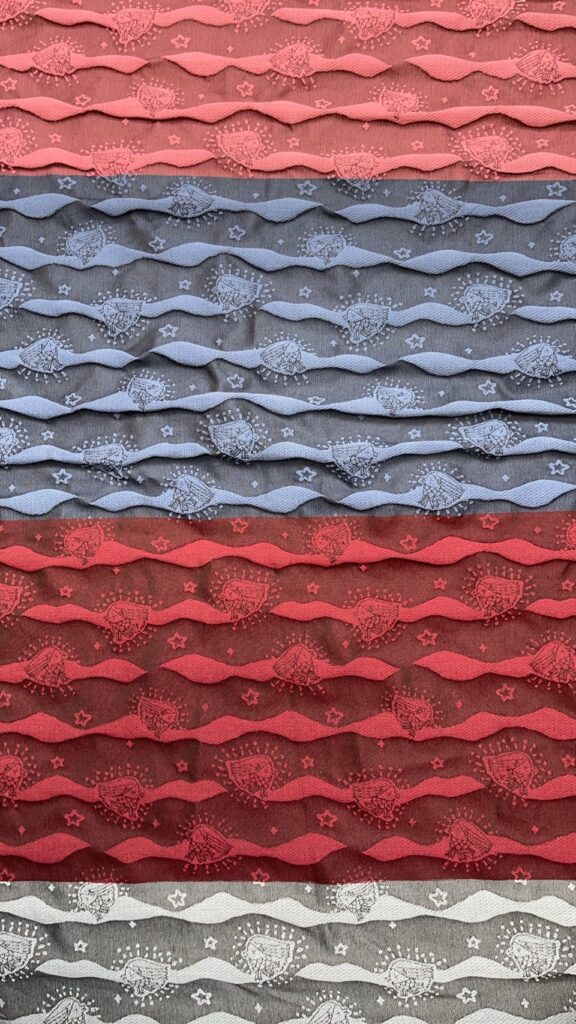
【写真:マス見本のサンプルです。こういったものをお客様にお送りし、色合いや生地の微妙なニュアンスの違いを選んで頂いたり、検討いただきます。】
仕様が確定するまで織データ作成~加工のあちこちを調整しながらトライアンドエラーを繰り返していきます。
仕様が確定したら、「着反(ちゃくたん)=1着分の反物」を作ります。これは大体の場合、約10m分になります。
着反をお客様にお送りして、アパレルの方でサンプルの製品を縫製してみたり、展示会に出したりすることで、製品をいくつ作るかを考えていただき、1000mなのか5000mなのかなど、当社への最終的な生地の発注量が決まっていきます。
いざ発注を頂くと、これまでに試作した通りの経糸の仕込みに入り、緯糸も購入して準備を整えていきます。
これで製織が完了です。このあとは、最終的な織物の表情を作っていく工程となる、「工程⑧:整理(せいり)」「工程⑨:加工」について詳しくご紹介していきます!
※STORYで掲載している記事は、SUSAI(須裁株式会社)公式noteでも同じものを発信しています。是非こちらもフォロー下さい。